ỐNG LÓT XY LANH ĐỘNG CƠ ĐỐT TRONG | ỐNG LÓT ƯỚT | ỐNG LÓT KHÔ
I - ĐẶC ĐIỂM KẾT CẤU CỦA ỐNG LÓT XY LANH
Ống lót xy lanh là một chi tiết lắp vào thân máy. Ống lót xy lanh làm việc trong điều kiện chịu nhiệt độ cao, áp suất lớn và bị ăn mòn nhiều.
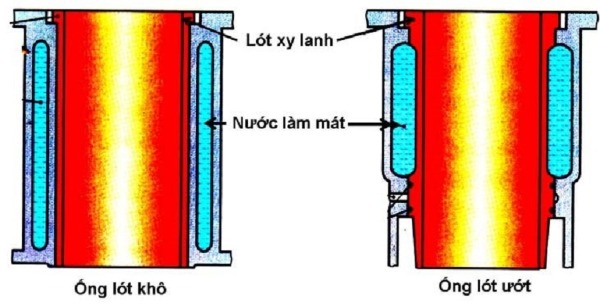
Có 2 loại ống lót xy lanh: Ống lót khô và Ống lót ướt
1. Ống lót khô
- Toàn bộ mặt trụ ngoài của ống lót dược lắp vào lỗ xy lanh của thân máy. Bề mặt ngoài của nó phải được gia công chính xác toàn bộ để truyền nhiệt tốt ra ngoài áo nước làm mát.
- Loại ống lót khô có chiều dày từ 3 ÷ 5mm thường dùng trong các động cơ diesel và động cơ xăng có tỷ số nén cao.
- Ống lót khô có 2 loại:
+ Loại lắp ghép cố định
+ Loại lắp ghép trượt có thể thay đổi khi sửa chữa thay thế.
Ống lót xilanh động cơ có 2 loại: Ống lót khô và ống lót ướt
2. Ống lót ướt
- Là loại ống lót tiếp xúc trực tiếp với nước làm mát, nó được lắp với thân máy bằng các vòng đai lắp ghép được gia công chính xác. Ống lót ướt có gờ vai để định vị dọc trục trong thân máy, loại ống lót này có chiều dày từ 6 ÷ 8mm.
- Là chi tiết máy làm việc trong điều kiện khắc nghiệt, do đó ống lót xy lanh phải đảm bảo các yêu cầu sau:
+ Có độ bền cao để chịu áp suất khí thể.
+ Có độ bền nhiệt cao.
+ Chịu mài mòn tốt.
+ Có khả năng chống ăn mòn trong môi trường nhiệt độ cao dưới đây giới thiệu một số kết cấu của ống lót xy lanh
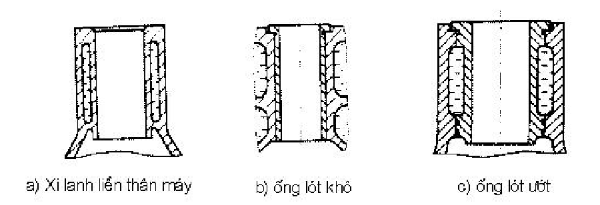
Ngoài ống lót khô và ống lót ướt có những động cơ xi lanh liên với thân máy
II - ĐIỀU KIỆN KỸ THUẬT CHẾ TẠO ỐNG LÓT XY LANH
Chất lượng sử dụng và tuổi thọ của động cơ phụ thuộc vào chất lượng chế tạo của ống lót xy lanh. Khi chế tạo ống lót, phải đảm bảo các yêu cầu kỹ thuật sau đây:
1. Độ chính xác đường kính lỗ ống lót xy lanh phải đạt cấp chính xác 2 (TCVN) hoặc phải cao hơn nữa (tương đương cấp 6 ÷ 7 của ISO).
2. Sai lệch hình dạng của lỗ: độ ôvan, độ côn không vượt quá 0,01 ÷ 0,03mm trên toàn bộ chiều dài ống lót.
3. Đường kính mặt trụ ngoài lắp ghép với thân động cơ yêu cầu đạt cấp chính xác 2 (TCVN).
4. Độ không đồng tâm giữa mặt trong lỗ ống lót và mặt trụ ngoài (phần lắp ghép) không vượt quá 0,1mm đối với ống lót ướt và 0,03 ÷ 0,05mm đối với ống lót khô.
5. Độ không vuông góc giữa mặt tựa của vai lắp ghép với đường tâm của lỗ không quá 0,02 ¸ 0,05mm.
6. Độ bóng bề mặt trong của lỗ ống lót phải đạt cấp ∇9÷∇10 (Ra: 0,32 ÷ 0,16).
7. Độ bóng của mặt trụ lắp ghép ngoài đối với ống lót ướt ∇7 ÷ ∇8 (Ra: 1,25 ÷ 0,63); đối với ống lót khô ∇6 ÷ ∇7 (Ra: 2,5 ÷ 1,25). 8. Mặt trụ trong của ống lót xy lanh phải đạt độ cứng 40HRc.

Các loại ống lót xi lanh động cơ tại THACOES
III - VẬT LIỆU VÀ PHÔI CỦA ỐNG LÓT XY LANH
1. Chế tạo ống lót xy lanh
- Ống lót xy lanh phần lớn được chế tạo từ gang hợp kim, cũng có một số loại động cơ có dùng ống lót thép (động cơ ôtô MA3 525).
- Gang hợp kim chế tạo ống lót xy lanh có tổ chức nền cơ bản là Peclít kèm theo grafit dạng tấm hoặc dạng cầu. Độ bền của ống lót không thấp hơn mác gang GX 21-40. Ống lót xy lanh cần phải gia công nhiệt luyện. Có thể thực hiện tôi mặt trong của ống lót xy lanh bằng dòng điện tần số cao. Chiều sâu lớp thấm tôi không được nhỏ hơn 1,5mm. Độ cứng bề mặt phải đạt 40HRc.
- Ống lót xy lanh có thể tiến hành tôi thể tích, tôi theo phương pháp này dễ gây biến dạng, nứt nẻ chi tiết. Độ cứng sau khi tôi phải đạt từ 363÷444 HB, tương ứng với 39÷47 HRC.
- Để nâng cao cơ tính cho vật liệu ống lót, có thể dùng gang biến tính (gang cầu).
- Để nâng cao tính chịu mài mòn, có thể dùng phương pháp mạ crôm ở mặt trong ống lót với chiều dày lớp mạ crôm 0,05÷0,15mm hoặc thấm nitơ với chiều sâu thấm 0,45÷0,5mm.
- Một số loại ống lót xy lanh có chiều dày quá mỏng rất khó khăn trong việc gia công lại sau khi tôi, do đó người ta phải dùng loại ống lót xy lanh không tôi. (Đa số các loại ôtô của Mỹ, Anh đều dùng ống lót không tôi). Loại ống lót xy lanh không tôi được chế tạo từ các loại gang hợp kim: crôm, crôm – Molipđen, crôm – niken có hàm lượng cao.
* Phương pháp này tồn tại một số nhược điểm như:
- Chất lượng vật đúc không cao, vật đúc có nhiều khuyết tật: độ mịn chặt của kim loại thấp; dễ bị rỗ xỉ, rỗ khí; không đồng nhất về cấu tạo kim loại theo chiều dài và chiều ngang.
- Lượng dư gia công lớn do có sự lệch khuôn giữa 2 nửa khuôn.
- Không đồng tâm giữa mặt trụ ngoài và mặt trụ trong.
2. Đúc trong khuôn ly tâm
* Đúc ly tâm có ưu điểm:
- Độ chính xác mặt ngoài và độ đồng tâm giữa mặt trong và mặt ngoài cao.
- Chất lượng vật đúc tốt: độ mịn chặt của kim loại cao, rỗ khí, rỗ xỉ hầu như không có. – Giảm được lượng hao phí kim loại khi đúc.
* Đúc ly tâm có thể thực hiện bằng các phương pháp:
- Đúc trong khuôn cát tươi: cát làm khuôn được đổ vào trong khuôn kim loại quay và nhờ miếng gạt để gạt cát trong phần rỗng của khuôn, sau đó nhờ một con lăn định hình cán tạo hình mặt ngoài của ống lót xy lanh ướt.
- Đúc trong khuôn định hình bằng cách phun cát dính.
- Cát được phun dính vào trong máng khuôn định hình bằng kim loại. Hỗn hợp cát được phun dính vào máng khuôn kim loại nhờ một thiết bị thổi cát; hỗn hợp cát tạo ra một bề mặt khuôn đúng dạng của máng khuôn định hình. Khi rót kim loại lỏng vào lòng khuôn quay: hình dạng mặt ngoài của ống lót xy lanh sẽ được tạo hình đúng như yêu cầu.
- Đúc trong khuôn ly tâm thông thường: Phương pháp này chỉ đúc được các ống xy lanh có mặt ngoài hình trụ (không định hình). Để dễ lấy phôi, mặt trong của khuôn đúc được chế tạo có độ côn nhất định.
* Phương pháp này có ưu điểm: đơn giản khi tạo phôi.

Phôi chế tạo ống lót xi lanh
IV - QUY TRÌNH CÔNG NGHỆ CHẾ TẠO ỐNG LÓT
- Khi thực hiện quy trình công nghệ chế tạo ống lót, tuỳ theo điều kiện sản xuất mà lực chọn phương án công nghệ. Nếu sản xuất hàng loạt lớn, hàng khối thì quy trình công nghệ được thực hiện trên các trang thiết bị chuyên dùng với những máy tổ hợp, máy tự động, bán tự động.
- Nếu sản xuất hàng loạt nhỏ và đơn chiếc thì sử dụng các thiết bị vạn năng để có thể gia công được nhiều loại ống lót có kích thước khác nhau. Nhưng nói chung khi gia công ống lót xy lanh do đặc điểm xy lanh có độ cứng vững hướng kính kém, dễ bị biến dạng nên quá trình gá kẹp, gia công cắt gọt phải đảm bảo chi tiết không bị biến dạng lớn. Đồng thời yêu cầu kỹ thuật điển hình của các ống lót xy lanh là phải đảm bảo độ đồng tâm giữa mặt trụ trong và ngoài, do đó việc sử dụng chuẩn định vị phải sao cho đảm bảo được yêu cầu kỹ thuật đó.
1. Quy trình công nghệ gia công ống lót ướt
- Tiện thô lỗ
- Tiện bán tinh lỗ
- Tiện thô mặt ngoài
- Kiểm tra sơ bộ
- Tiện bán tinh mặt ngoài
- Tiện tinh mặt ngoài
- Làm sạch
- Kiểm tra
- Tôi
- Doa tinh lỗ
- Thử áp lực
- Mài khôn sơ bộ lỗ
- Mài khôn bán tinh lỗ
- Mài mặt gờ vai và vành lắp ghép
- Sửa đúng chiều dày vai
- Kiểm tra
- Mài khôn tinh lỗ
- Kiểm tra
- Làm sạch
- Tổng kiểm tra và phân nhóm lắp ráp với piston.
Để đảm bảo độ đồng tâm giữa mặt ngoài và trong luôn luôn dùng mặt ngoài làm chuẩn khi gia công mặt trong và ngược lại.
2. Đặc điểm gia công ống lót xi lanh khô
Quy trình chế tạo ống lót khô tương tự như ống lót ướt, nhưng do đặc điểm ống lót khô kém cứng vững, dễ bị biến dạng theo chiều hướng kính do đó cần các biện pháp công nghệ phù hợp đảm bảo độ chính xác khi chế tạo. Mặt trụ ngoài của ống lót khô phải được gia công tinh toàn bộ.
* CÓ THỂ BẠN ĐANG QUAN TÂM !
>>> MUA XE NÂNG HÀNG CŨ ĐÃ QUA SỬ DỤNG
>>> THUÊ XE NÂNG HÀNG MỚI HOẶC THUÊ XE NÂNG HÀNG CŨ
>>> DỊCH VỤ ÉP LỐP ĐẶC XE NÂNG HÀNG
>>> BẢNG GIÁ BỘ CÔNG TÁC XE NÂNG HÀNG
>>> BẢNG GIÁ BÌNH ĐIỆN ẮC QUY XE NÂNG HÀNG
>>> DỊCH VỤ SỬA CHỮA - BẢO DƯỠNG XE NÂNG HÀNG
>>> BẢNG GIÁ MÁY SẠC BÌNH ĐIỆN ẮC QUY XE NÂNG HÀNG
THACOES KÍNH CHÚC QUÝ KHÁCH AN KHANG - THỊNH VƯỢNG - NHƯ Ý!
| Telephone (giờ HC) | 024 6686 8987 |
| Hotline (24/7) | 08 9669 5959 |
| Hợp tác & hỗ trợ | Hotro@thacoes.vn |
| Kinh doanh | duong@thaoces.vn |
Khuyến mãi, giảm giá

Mẫu chứng chỉ xe nâng chuẩn theo quy định hiện nay

Chứng chỉ xe nâng có mấy loại? Học lái xe nâng cần những gì?

Bảng giá dịch vụ cho thuê xe nâng tại Hưng Yên mới nhất 2026

Bảng giá dịch vụ cho thuê xe nâng tại Bắc Giang uy tín

Dịch vụ cho thuê xe nâng tại Ninh Bình uy tín, giá tốt

Bảng giá cho thuê xe nâng tại Hải Phòng mới nhất 2026

Dịch vụ cho thuê xe nâng tại Bình Dương giá rẻ, uy tín
CẤU TẠO VÀ NGUYÊN LÝ HOẠT ĐỘNG CỦA HỆ THỐNG LÁI XE NÂNG HÀNG

MỘT SỐ HÌNH ẢNH NHÀ MÁY SẢN XUẤT BÌNH ĐIỆN ETERNITY

CÁCH ĐỌC THÔNG SỐ LỐP XE NÂNG HÀNG | Ý NGHĨA MÃ LỐP XE NÂNG
XE NÂNG THACOES – CHẤT LƯỢNG NHẬT BẢN, NIỀM TIN VIỆT NAM
Bạn đang tìm kiếm giải pháp tối ưu hóa hiệu suất kho bãi với chi phí tiết kiệm nhất? Hãy để Xe Nâng Thacoes đồng hành cùng doanh nghiệp của bạn!
Thacoes tự hào là đơn vị uy tín hàng đầu chuyên nhập khẩu trực tiếp xe nâng Nhật bãi (xe nâng cũ) chất lượng cao về thị trường Việt Nam. Không qua trung gian, chúng tôi mang đến cho khách hàng các dòng xe nâng chính hãng từ những thương hiệu danh tiếng nhất Nhật Bản như Komatsu, Toyota, Mitsubishi, TCM, và Nichiyu.
Vì sao nên chọn Xe Nâng Thacoes?
- Nguồn gốc rõ ràng: 100% hàng hóa đầy đủ giấy tờ nhập khẩu, khai báo hải quan và hóa đơn VAT.
- Chất lượng vượt trội: Xe được tuyển chọn kỹ lưỡng, vận hành bền bỉ, mạnh mẽ với mức giá cạnh tranh nhất thị trường.
- An tâm tuyệt đối: Chính sách bảo hành rõ ràng, hậu mãi chu đáo và hỗ trợ kỹ thuật tận tâm.
ĐỪNG BỎ LỠ CƠ HỘI NÂNG CẤP HIỆU SUẤT DOANH NGHIỆP CỦA BẠN! Liên hệ ngay với Xe Nâng Thacoes hôm nay để nhận báo giá tốt nhất và sở hữu những chiếc xe nâng Nhật bãi đời cao, bền bỉ nhất!
👉 Bấm xem thêm Xe Nâng Nhật Bãi đời cao
👉 Bấm xem thêm Phụ Tùng Xe Nâng chính hãng
Hãy để chúng tôi có cơ hội phục vụ bạn!
XE NÂNG THACOES Trân Trọng cảm ơn!



